
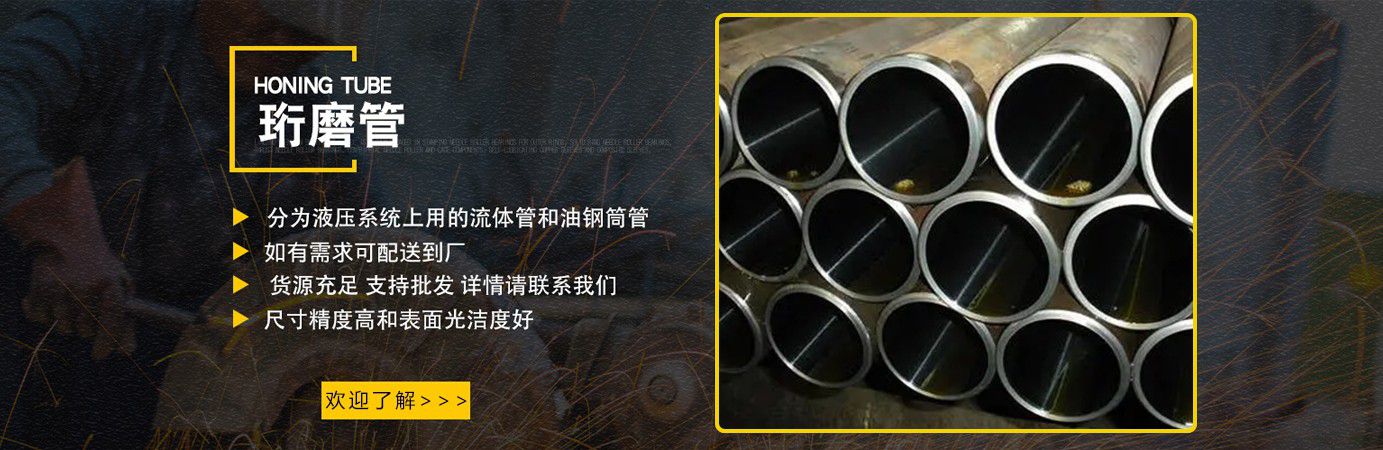
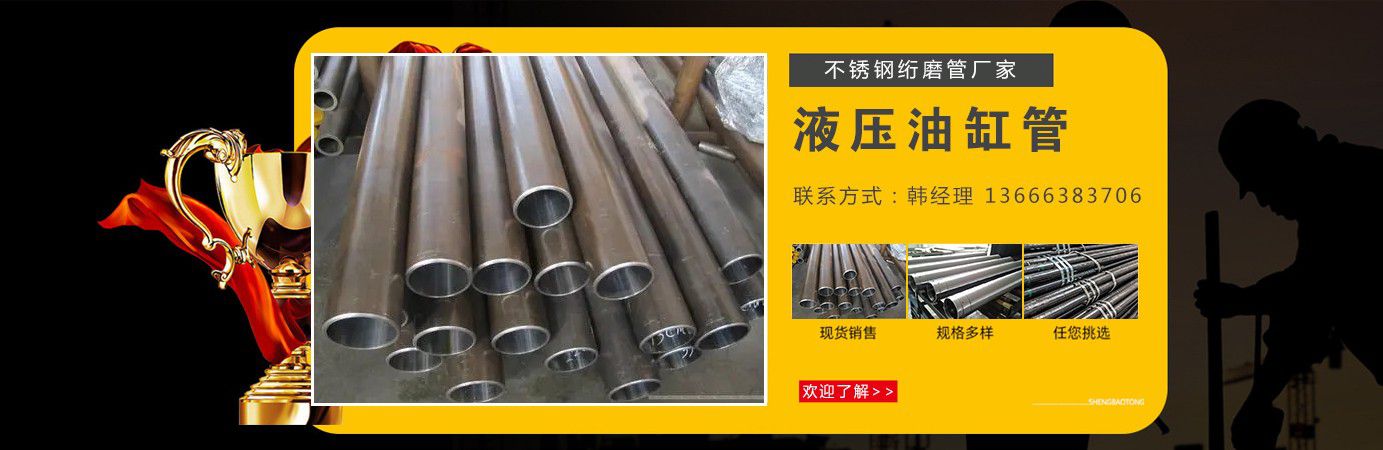
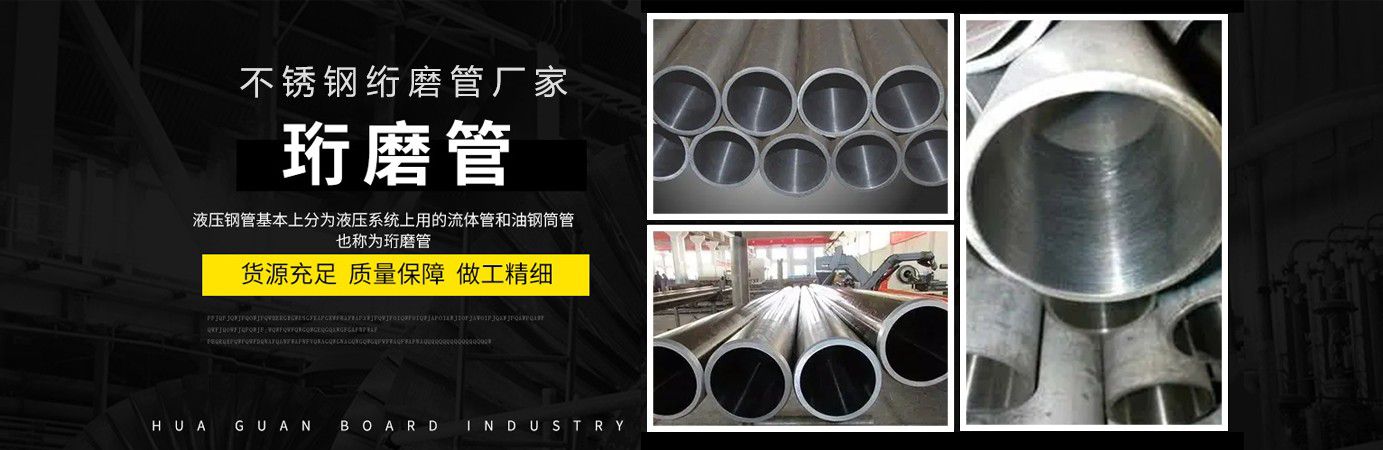
为了更好地使全部液压传动系统可以不断的维持一切正常工作中,不错的进行工作目标,因此,每每大家的珩磨缸筒应用一段时间以后,大家就必须依据其的状况为其替换一个新的液压油。先要搞清楚,按时替换液压油针对全部液压传动系统都是有很不容忽视的危害。因而,精轧管我们要明确一个适当的替换时间,珩磨管和油缸管这两个在加工工艺上有区别吗那样的话不仅可以运用好资源,另外还可以让液压缸的一切正常应用。
1,根据抽样检验,查询测定的内容是不是符合规定,随后根据较为来明确是不是必须替换。
2,依据具体的工作情况来考虑到,依据工作中的自然环境及其标准等综合性分辨,随后制订一个替换的周期时间,按时液压油开展替换。
3,精轧管目测换油,就是能够立即根据目测来查询液压油之中是不是发生了发黑,发出臭味等难题,进而来分辨珩磨缸筒是不是必须换液压油。在珩磨管为凹型时,关键部件的寿命会受到影响,而且大部分缸体部件也会影响到整个系统的正常使用。什么原因导致了凹形断裂?存在多种可能性:一,冷拔钢管时,钢管直径减得太多,或钢管锤头过快。
二,管壁厚度不均,精轧管局部过薄;三,珩磨设备陈旧,珩磨管和油缸管这两个在加工工艺上有区别吗不能满足管道加工的需要。
在轧制过程中,绗磨管表面会产生残余表面应力,从而在封闭表面的同时阻止了腐蚀扩展,从而导致微裂纹的产生。因此,改善了表面抗腐蚀性能,并能延缓疲劳裂纹的产生和扩展,从而提高缝管的疲劳强度。采用滚压成型工艺,可在滚压表面形成冷硬化层,研磨管-绗磨管-珩磨管-液压油缸管-气缸管-镀铬活塞杆-不锈钢绗磨管厂家-不锈钢绗磨管厂家减少接触面的磨削弹性和塑性变形,从而提高焊缝管内壁的耐磨性,避免焊缝烧伤。棉纱研磨后降低表面粗糙度值,可提高配对性能。作业环境:噪音小,无污染,节省人力成本5。适当的加工工艺:在进行其他加工(如油钻,焊接,螺纹车削等)后,可将刮擦和滚压作为最后一步。滚筒加工原理:滚筒是压力加工。该工艺利用金属在常温下的冷塑性特性,通过滚刀向工件表面施加一定压力,使工件表面金属能够产生塑性流动,填充原始凹槽,降低工件表面粗糙度。不论轧制过程如何,零件表面均可出现小凸起,不均匀性痕迹。
1.涡流探伤可用于替代水压试验。试验压力或涡流探伤比较样品尺寸应符合相关规定。钢的力学性能是保证珩磨管使用性能的重要指标,这取决于钢的化学成分和热处理系统。在钢管标准中,根据不同的使用要求,规定了拉伸性能,硬度和韧性,以及用户要求的高低温性能。
2.珩磨管的拉伸强度:样品在拉伸过程中拉伸过程中所承受的力,由样品原横截面积产生的应力,称为拉伸强度,单位为N/mm2。这表明金属材料在拉伸作用下能抵抗破坏。
珩磨管的优点:1。表面光滑,直,准确;2.强度和硬度高,使用寿命长;3.公差严格,减少了加工时间;4.表面涂油,耐腐蚀性好;5.规格齐全,货源充足。
